
Método Kanban: el flujo tirado que elimina su sobrestock
Cuanto más se produce «por si acaso», más capital se inmoviliza, más se satura el taller y más se retrasan las urgencias reales. El Kanban invierte la lógica: solo se produce lo que se acaba de consumir. Resultado: menos en-cours, menos roturas, más reactividad.
Sus en-cours son el dinero que duerme en sus pasillos.
En producción empujada tradicional, cada puesto produce según su planificación previsional. El problema: la previsión siempre es errónea, y la desviación se paga con stocks tampón inflados o con roturas. El Kanban sustituye esta lógica por una señal simple: solo se produce lo que se acaba de consumir aguas abajo.
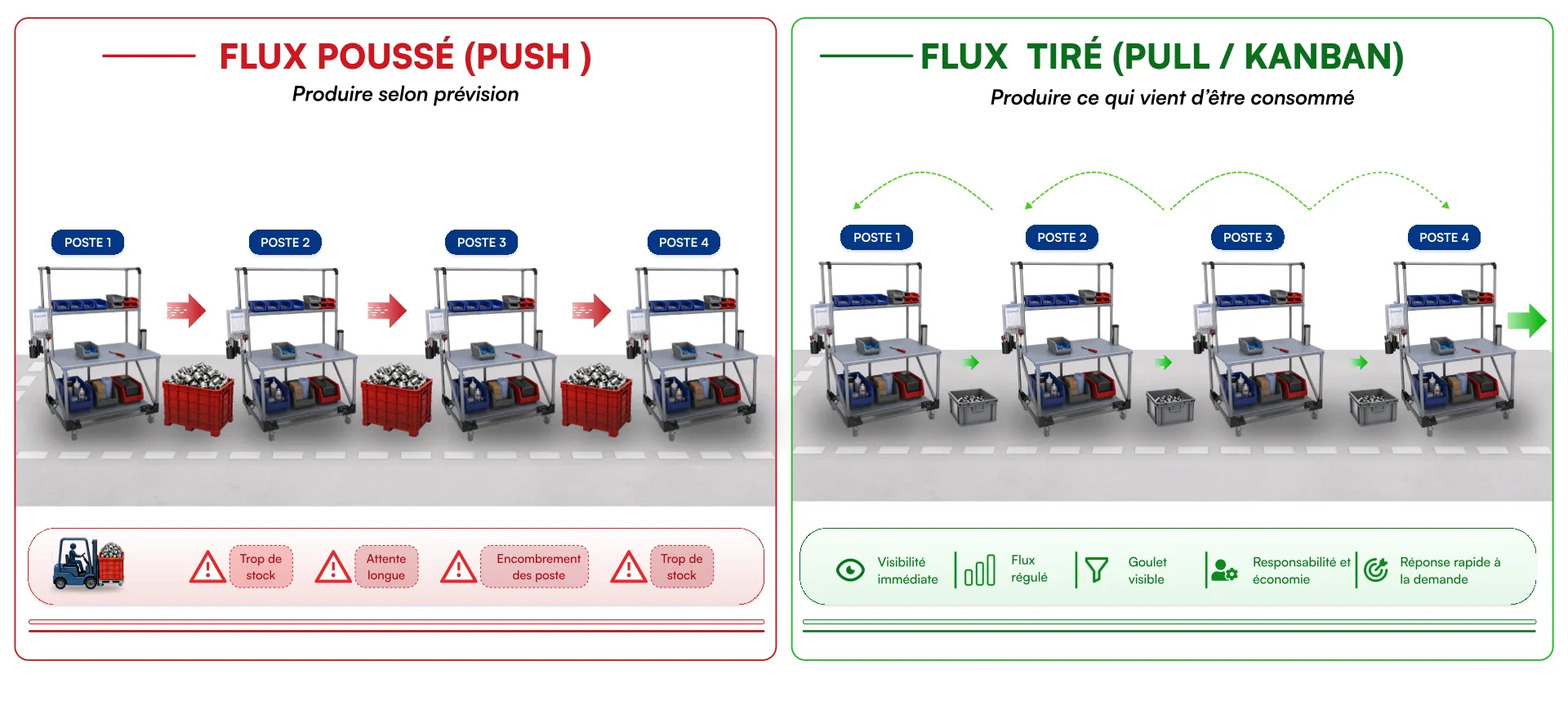
Producir según previsión
- Sobrestock de en-cours al inicio y mitad de línea
- Roturas a pesar del sobrestock (referencias equivocadas)
- Capital inmovilizado en componentes nunca consumidos
- Saturación de pasillos y zonas de almacenamiento
- Baja reactividad ante cambios de demanda del cliente
Producir lo que se acaba de consumir
- En-cours topados por el número de tarjetas Kanban
- Ninguna producción sin señal de consumo aguas abajo
- Visibilidad inmediata de cuellos de botella y ralentizaciones
- Autonomía del operario: cada uno pilota su puesto sin planificación
- Adaptación natural a las variaciones de demanda
¿Qué es el Kanban?
Kanban significa «etiqueta» o «ficha de señalización» en japonés. Nacido en los talleres Toyota en los años 1950, inspirado en el funcionamiento de los supermercados americanos (un producto retirado desencadena su reposición), el sistema Kanban se basa en tres principios universales.
01
Sin producción sin señal
Ningún puesto produce sin haber recibido una tarjeta Kanban (física o electrónica) desencadenada por un consumo aguas abajo. La tarjeta es la autorización para producir.
02
En-cours topados
El número de tarjetas en circulación determina el stock máximo posible. Para reducir los en-cours, se retiran tarjetas: mecánicamente, el sistema se contrae.
03
Bucle visible y autorregulado
El tablero Kanban hace legible la situación para todos: cuántas tarjetas esperan, dónde están los cuellos de botella, qué referencias son críticas. El taller se gobierna sin planificación.
Kanban ≠ tablero de tareas de proyecto. El Kanban industrial controla flujos de materia física con un volumen topado. El «Kanban de proyecto» (Trello, Jira) que de él deriva es un derivado conceptual: útil, pero que no cubre los retos de taller. Esta página trata el Kanban industrial original. Para flujos de demanda muy variable o para asegurar la rotación de stocks tampón, véase también el método FIFO.
Lo que el Kanban cambia, concretamente
−30 a −50 %
de en-cours en taller
Capital liberado, pasillos despejados, lectura del flujo recuperada.
−40 %
de lead time
Menos stock = menos espera entre operaciones.
−60 %
de roturas internas
El consumo desencadena la reposición, no una previsión.
×2
de reactividad a las variaciones
El sistema absorbe picos y valles sin replanificación.
Más allá de las cifras
Capital liberado. Los en-cours reducidos son tanto NOF devuelto como disponible, un efecto financiero a menudo superior a las ganancias de productividad.
Taller respirable. Los pasillos se despejan, la circulación mejora, los riesgos de seguridad disminuyen.
Cuellos de botella visibles. Donde las tarjetas se acumulan, el estrangulamiento del flujo salta a la vista: punto de partida ideal de un proyecto de mejora.
Autonomía de los equipos. Ya no hace falta el jefe de taller para decidir el orden de las producciones.
Robustez ante incidencias. Una ausencia, una avería, una variación del cliente: el sistema absorbe sin replanificación global.
Onboarding simplificado. Un recién llegado entiende su secuencia mirando el tablero, sin formación larga.

Implantar un sistema Kanban en 5 etapas
La trampa clásica: empezar por las etiquetas. Pero la etiqueta solo es la consecuencia de un flujo analizado, dimensionado, validado. Esta es la secuencia probada.
Mapear el flujo (VSM)
Antes de cualquier tarjeta Kanban, hay que visualizar el flujo completo: operaciones, stocks intermedios, tiempos de ciclo, tiempos de cambio de serie. Es el Value Stream Mapping el que revela dónde tiene sentido el Kanban y dónde no.
Criterio clave: el Kanban funciona en referencias con demanda relativamente estable y frecuencia recurrente. En piezas ultra-variables o unitarias, otros enfoques (FIFO, secuenciación, MTO) son más adecuados.
Entregables
- VSM estado actual
- Identificación de los puntos de desacoplamiento
- Clasificación ABC/XYZ de las referencias
- Validación del perímetro Kanban / fuera de Kanban
Fórmula de dimensionamiento Kanban
N = (D × Tr × (1 + α)) / Q
- N = Número de tarjetas Kanban en circulación
- D = Demanda media (piezas/unidad de tiempo)
- Trr = Tiempo de reposición (ciclo + transporte)
- α = Coeficiente de seguridad (típicamente 0,1 a 0,3)
- Q = Cantidad por tarjeta (capacidad de un contenedor/lote estándar)
Soportes Kanban que evolucionan con su flujo
Un sistema Kanban vive, se contrae, se extiende, cambia de referencias. Si sus soportes son rígidos (estanterías soldadas, paneles fijos), cada evolución cuesta un nuevo proyecto. Nuestras estructuras tubulares modulares permiten que el sistema respire.
Tableros Kanban modulares
Lanzadores y receptores sobre estructura tubular ajustable. Modificación del número de columnas o del espaciado en 30 minutos, sin herramientas específicas.
Estanterías dinámicas (FIFO)
Estanterías con rodillos gravitatorios sobre estructura tubular para garantizar la rotación FIFO de los stocks tampón. Ajustables en altura y profundidad según los cambios de embalaje.
Cajas Heijunka (nivelado)
Casilleros de secuenciación multirreferencia para el nivelado de producción. Casillas configurables según el mix de producto y el paso de takt time.
Carros de transferencia móviles
Carros configurados para transportar contenedores y etiquetas Kanban entre zonas. Ruedas industriales, dimensiones adaptadas a los pasillos existentes, manejables por un solo operario.
La ventaja MKL: cuando su demanda cliente evoluciona (nuevo mix, nuevo formato, nueva referencia), un operario interno reconfigura su dispositivo Kanban en pocas horas. Sin presupuesto, sin espera, sin parada de línea.
El Kanban alcanza todo su valor cuando se apoya en un método 5S estructurado y una gestión visual diaria: cada enfoque refuerza a los otros dos.
El Kanban según su industria
Los principios se mantienen constantes, las restricciones difieren. He aquí cómo el Kanban se adapta a cinco sectores industriales que acompañamos.
Automoción y proveedores
Sincronización cliente secuenciadaKanban acoplado al EDI del cliente, secuenciación JIT, integración con las rondas del lechero (milk run). Los sitios IATF suelen usar un mix Kanban físico (intra-taller) + e-Kanban (entre sitios).
Agroalimentación
Caducidad, lotes y cambios de formatoKanban en componentes secos (films, etiquetas, ingredientes estables). Tarjetas plastificadas y lavables, integración de las restricciones de trazabilidad por lote. Volúmenes por tarjeta calculados sobre los pasos de cambio de serie.
Aeronáutica
Piezas recurrentes en consumiblesAplicación en tornillería, juntas, consumibles y herramientas. El Kanban no se aplica a la producción unitaria (FAI, trazabilidad unitaria) pero resuelve eficazmente el aprovisionamiento de elementos estándar.
Farmacéutica y cosmética
Componentes de embalaje y MP establesKanban en artículos de acondicionamiento, estuches, frascos, cápsulas. Soportes compatibles con bio-limpieza y zonas controladas. A menudo acoplado a un e-Kanban para la trazabilidad documental GMP.
Electrónica y alta tecnología
Componentes ESD y lotes de obleasKanban en componentes estándar con demanda estable, contenedores ESD obligatorios, integración MES para seguimiento en tiempo real. Las referencias de ciclo de vida corto siguen en gestión clásica por previsiones.
Caso cliente
Un subcontratista agroalimentario libera 180 m² y 320 k€ de NOF

Contexto
PYME agroalimentaria, 110 personas, 6 líneas de acondicionamiento. Stock de componentes de embalaje dimensionado «a ojo», sobrestock crónico pero roturas semanales. Ningún dispositivo Kanban en marcha.
Acción
Mapeo VSM completo, identificación de 14 bucles Kanban pertinentes, dimensionamiento por referencia, instalación de tableros y estanterías dinámicas modulares en 8 semanas. Formación de los equipos incluida.
Resultados a 6 meses
- En-cours componentes−42 %
- Superficie liberada180 m²
- NOF liberado320 k€
- Roturas internas−85 %
Lo que nos preguntan los industriales
¿Cuánto tiempo lleva desplegar un sistema Kanban en una línea?
+Cuente con 6 a 12 semanas según la complejidad del flujo. La fase de mapeo y dimensionamiento representa el 40-50 % del tiempo: es ella la que condiciona el éxito. La instalación física es rápida (1 a 2 semanas) si los soportes son modulares.Kanban físico o e-Kanban: ¿qué elegir?
+Ambos son complementarios, no competidores. El Kanban físico sigue siendo imbatible sobre el terreno: visibilidad inmediata, sin dependencia de IT, manipulación intuitiva. El e-Kanban destaca en los flujos de larga distancia (entre sitios, proveedores). En la práctica, muchos sitios combinan ambos: físico intra-taller, electrónico para los flujos externos.¿Funciona el Kanban con series cortas y alta variedad?
+No de serie. El Kanban clásico presupone una demanda relativamente estable y recurrente. Para referencias de bajo volumen o muy variables, se prefieren otros mecanismos: FIFO simple, secuenciación, MTO (Make To Order), o Kanban «multi-referencia» en familias agrupadas. La herramienta adecuada depende del perfil ABC/XYZ de cada referencia.¿Cómo articular Kanban y ERP/MRP?
+El ERP gestiona el medio y largo plazo (S&OP, MPS, cálculos de necesidades globales). El Kanban gestiona el corto plazo y la ejecución. Buena práctica: el ERP planifica el marco, el Kanban pilota el día a día. Concretamente, se desactivan las órdenes de fabricación automáticas en las referencias pasadas a Kanban y se sincronizan los consumos a posteriori. El sistema se vuelve más simple, no más complejo.¿Cuántas tarjetas hacen falta, exactamente?
+La fórmula de referencia es N = (D × Tr × (1+α)) / Q donde D es la demanda media, Tr el tiempo de reposición, α el coeficiente de seguridad (10 a 30 %), y Q la cantidad por tarjeta. Pero el cálculo teórico es solo un punto de partida: se ajusta tras 4 a 8 semanas de observación, reduciendo progresivamente el número de tarjetas para hacer emerger los problemas aguas arriba.¿Hay que desplegar las 5S y la gestión visual antes del Kanban?
+No es obligatorio, pero muy aconsejable. Un sistema Kanban montado sobre un taller mal organizado (5S) o sin ritual de animación (gestión visual) aguanta unas semanas y luego deriva. Los tres enfoques se refuerzan mutuamente: las 5S estructuran el espacio, la gestión visual pilota el rendimiento, el Kanban regula los flujos.¿Cuánto cuesta desplegar un Kanban en un taller medio?
+Para una línea piloto completa (mapeo, dimensionamiento, soportes, formación, acompañamiento), cuente entre 12 000 € y 35 000 € según la complejidad. El ROI se suele alcanzar en 3 a 9 meses por la liberación de NOF y la reducción de roturas.
Soluciones Makitlean para materializar su Kanban
Del tablero a la alimentación a borde de línea: todos los soportes físicos del flujo tirado.
Tablero Kanban
Columnas Pendiente / En curso / Hecho, magnéticas y reconfigurables sobre estructura tubular.
DescubrirRack dinámico
Rodillos gravitatorios: la reposición se hace sola, en FIFO.
DescubrirKitting
Borde de línea organizado: todos los componentes, en el lugar adecuado, en el momento adecuado.
DescubrirEstantería tubular
Soportes modulares que siguen la evolución de su dimensionamiento.
Descubrir
¿Cuánto dinero duerme en sus en-cours?
Nuestro simulador estima el NOF inmovilizado en sus stocks tampón y el coste recurrente de las roturas internas. En 3 minutos sabrá lo que un Kanban bien dimensionado podría liberar cada mes.