
Méthode Kanban : le flux tiré qui supprime vos surstocks
Plus on produit « au cas où », plus on immobilise du cash, on encombre l'atelier et on retarde les vraies urgences. Le Kanban inverse la logique : on ne produit que ce qui vient d'être consommé. Résultat : moins d'en-cours, moins de ruptures, plus de réactivité.
Vos en-cours sont l'argent qui dort dans vos allées.
En production poussée traditionnelle, chaque poste produit selon son planning prévisionnel. Le problème : la prévision est toujours fausse, et l'écart se paye en stocks tampons gonflés ou en ruptures. Le Kanban remplace cette logique par un signal simple : on ne produit que ce qui vient d'être consommé en aval.
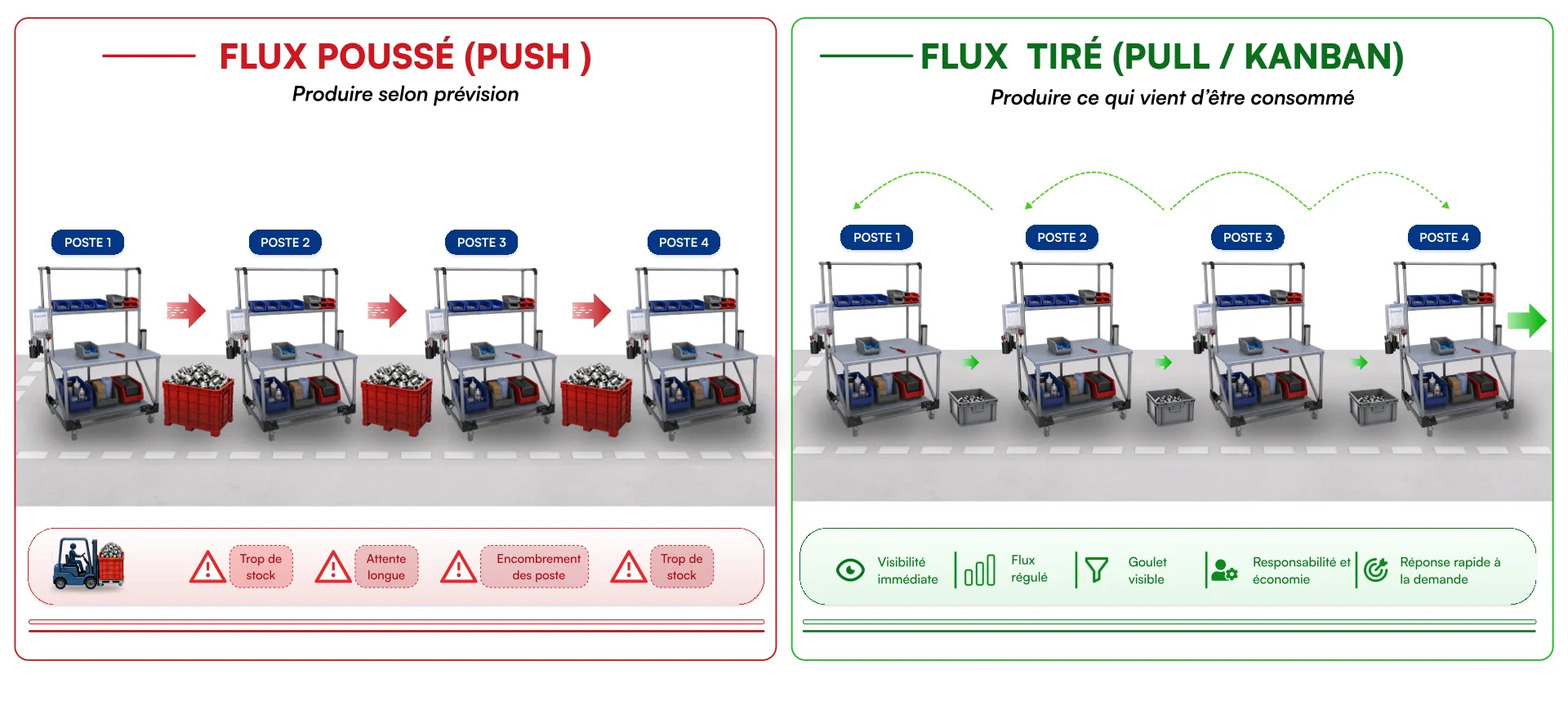
Produire selon prévision
- Surstocks d'en-cours en début et milieu de ligne
- Ruptures malgré les surstocks (mauvaises références)
- Cash immobilisé dans des composants jamais consommés
- Saturation des allées et zones de stockage
- Réactivité faible aux changements de demande client
Produire ce qui vient d'être consommé
- En-cours plafonnés par le nombre de cartes Kanban
- Pas de production sans signal de consommation aval
- Visibilité immédiate des goulets et ralentissements
- Autonomie opérateur : chacun pilote son poste sans planning
- Adaptation naturelle aux variations de demande
Qu'est-ce que le Kanban ?
Kanban signifie « étiquette » ou « fiche signalétique » en japonais. Né dans les ateliers Toyota dans les années 1950, inspiré du fonctionnement des supermarchés américains (un produit prélevé déclenche son réapprovisionnement), le système Kanban repose sur trois principes universels.
01
Pas de production sans signal
Aucun poste ne produit sans avoir reçu une carte Kanban (physique ou électronique) déclenchée par une consommation aval. La carte est l'autorisation de produire.
02
En-cours plafonnés
Le nombre de cartes en circulation détermine le stock maximum possible. Pour réduire les en-cours, on retire des cartes : mécaniquement, le système se contracte.
03
Boucle visible et autorégulée
Le tableau Kanban rend la situation lisible à tous : combien de cartes attendent, où sont les goulets, quelles références sont critiques. L'atelier se pilote sans planning.
Kanban ≠ tableau de tâches projet. Le Kanban industriel pilote des flux de matière physique avec un volume plafonné. Le « Kanban projet » (Trello, Jira) qui en découle est un dérivé conceptuel : utile, mais qui ne couvre pas les enjeux d'atelier. Cette page traite le Kanban industriel original. Pour les flux à demande très variable ou pour assurer la rotation des stocks tampons, voir aussi la méthode FIFO.
Ce que le Kanban change, concrètement
−30 à −50 %
d'en-cours en atelier
Cash libéré, allées dégagées, lecture du flux retrouvée.
−40 %
de délai de traversée (lead time)
Moins de stock = moins d'attente entre opérations.
−60 %
de ruptures internes
La consommation déclenche le réapprovisionnement, pas une prévision.
×2
de réactivité aux variations
Le système absorbe les pics et creux sans replanification.
Au-delà des chiffres
Cash libéré. Les en-cours réduits sont autant de BFR rendu disponible, un effet financier souvent supérieur aux gains de productivité.
Atelier respirable. Les allées se dégagent, la circulation s'améliore, les risques sécurité diminuent.
Goulets visibles. Là où les cartes s'accumulent, le bridage du flux saute aux yeux : point de départ idéal d'un chantier d'amélioration.
Autonomie des équipes. Plus besoin du chef d'atelier pour décider de l'ordre des productions.
Robustesse aux aléas. Une absence, une panne, une variation client : le système absorbe sans replanification globale.
Onboarding simplifié. Un nouvel arrivant comprend sa séquence en regardant le tableau, sans formation longue.

Mettre en place un système Kanban en 5 étapes
Le piège classique : démarrer par les étiquettes. Or l'étiquette n'est que la conséquence d'un flux analysé, dimensionné, validé. Voici la séquence éprouvée.
Cartographier le flux (VSM)
Avant toute carte Kanban, il faut visualiser le flux complet : opérations, stocks intermédiaires, temps de cycle, temps de changement de série. C'est la Value Stream Mapping qui révèle où le Kanban a du sens, et où il n'en a pas.
Critère clé : le Kanban fonctionne sur des références à demande relativement stable et à fréquence récurrente. Sur des pièces ultra-variables ou unitaires, d'autres approches (FIFO, séquencement, MTO) sont plus adaptées.
Livrables
- VSM état actuel
- Identification des points de découplage
- Classification ABC/XYZ des références
- Validation périmètre Kanban / hors-Kanban
Formule de dimensionnement Kanban
N = (D × Tr × (1 + α)) / Q
- N = Nombre de cartes Kanban en circulation
- D = Demande moyenne (pièces/unité de temps)
- Trr = Temps de réapprovisionnement (cycle + transport)
- α = Coefficient de sécurité (typiquement 0,1 à 0,3)
- Q = Quantité par carte (capacité d'un bac/lot standard)
Des supports Kanban qui évoluent avec votre flux
Un système Kanban vit, se contracte, s'étend, change de références. Si vos supports sont rigides (étagères soudées, panneaux fixes), chaque évolution coûte un nouveau projet. Nos structures tubulaires modulaires permettent au système de respirer.
Tableaux Kanban modulaires
Lanceurs et récepteurs sur structure tubulaire ajustable. Modification du nombre de colonnes ou de l'espacement en 30 minutes, sans outillage spécifique.
Rayonnages dynamiques (FIFO)
Étagères à rouleaux gravitaires sur structure tubulaire pour garantir la rotation FIFO des stocks tampons. Ajustables en hauteur et profondeur selon les changements de packaging.
Boîtes Heijunka (lissage)
Casiers de séquencement multi-références pour le lissage de production. Cases configurables selon le mix produit et le pas de takt time.
Chariots de transfert mobiles
Chariots configurés pour transporter bacs et étiquettes Kanban entre zones. Roulettes industrielles, dimensions adaptées aux allées existantes, manipulables par un opérateur seul.
L'avantage MKL : quand votre demande client évolue (nouveau mix, nouveau format, nouvelle référence), un opérateur interne reconfigure votre dispositif Kanban en quelques heures. Pas de devis, pas d'attente, pas d'arrêt de ligne.
Le Kanban prend toute sa valeur quand il s'appuie sur une méthode 5S structurée et un management visuel quotidien : chaque démarche renforce les deux autres.
Le Kanban selon votre industrie
Les principes restent constants, les contraintes diffèrent. Voici comment le Kanban s'adapte à cinq secteurs industriels que nous accompagnons.
Automobile & équipementiers
Synchronisation client séquencéeKanban couplé à l'EDI client, séquencement JIT, intégration aux tournées du laitier (milk run). Les sites IATF utilisent souvent un mix Kanban physique (intra-atelier) + e-Kanban (inter-sites).
Agroalimentaire
DLC, lots et changements de formatKanban sur composants secs (films, étiquettes, ingrédients stables). Cartes plastifiées et lavables, intégration des contraintes de traçabilité par lot. Volumes par carte calculés sur les pas de changement de série.
Aéronautique
Pièces récurrentes en consommablesApplication sur visserie, joints, consommables et outillages. Le Kanban ne s'applique pas à la production unitaire (FAI, traçabilité unitaire) mais résout efficacement l'approvisionnement des éléments standards.
Pharmaceutique & cosmétique
Composants packaging et MP stablesKanban sur articles de conditionnement, étuis, flacons, capsules. Supports compatibles bionettoyage et zones contrôlées. Souvent couplé à un e-Kanban pour la traçabilité documentaire GMP.
Électronique & high-tech
Composants ESD et lots de wafersKanban sur composants standards à demande stable, bacs ESD obligatoires, intégration MES pour suivi temps réel. Les références à cycle de vie court restent en gestion classique sur prévisions.
Cas client
Un sous-traitant agroalimentaire libère 180 m² et 320 k€ de BFR

Contexte
PMI agroalimentaire, 110 personnes, 6 lignes de conditionnement. Stock composants packaging dimensionné « à la louche », surstocks chroniques mais ruptures hebdomadaires. Aucun dispositif Kanban en place.
Action
Cartographie VSM complète, identification de 14 boucles Kanban pertinentes, dimensionnement par référence, installation de tableaux et rayonnages dynamiques modulaires sur 8 semaines. Formation des équipes incluse.
Résultats à 6 mois
- En-cours composants−42 %
- Surface libérée180 m²
- BFR libéré320 k€
- Ruptures internes−85 %
Ce que les industriels nous demandent
Combien de temps pour déployer un système Kanban sur une ligne ?
+Comptez 6 à 12 semaines selon la complexité du flux. La phase de cartographie et dimensionnement représente 40 à 50 % du temps : c'est elle qui conditionne la réussite. L'installation physique est rapide (1 à 2 semaines) si les supports sont modulaires.Kanban physique ou e-Kanban : que choisir ?
+Les deux sont complémentaires, pas concurrents. Le Kanban physique reste imbattable sur le terrain : visibilité immédiate, pas de dépendance IT, manipulation intuitive. L'e-Kanban excelle sur les flux longue distance (inter-sites, fournisseurs). En pratique, beaucoup de sites combinent les deux : physique en intra-atelier, électronique pour les flux externes.Le Kanban fonctionne-t-il avec des séries courtes et de la haute mixité ?
+Pas en standard. Le Kanban classique présuppose une demande relativement stable et récurrente. Pour les références à faible volume ou très variables, on privilégie d'autres mécanismes : FIFO simple, séquencement, MTO (Make To Order), ou Kanban « multi-références » sur des familles regroupées. Le bon outil dépend du profil ABC/XYZ de chaque référence.Comment articuler Kanban et ERP/MRP ?
+L'ERP gère le moyen et long terme (PIC, PDP, calculs de besoins globaux). Le Kanban gère le court terme et l'exécution. Bonne pratique : l'ERP planifie le cadre, le Kanban pilote le quotidien. Concrètement, on désactive les ordres de fabrication automatiques sur les références passées en Kanban et on synchronise les consommations a posteriori. Le système devient plus simple, pas plus compliqué.Combien de cartes faut-il, exactement ?
+La formule de référence est N = (D × Tr × (1+α)) / Q où D est la demande moyenne, Tr le temps de réapprovisionnement, α le coefficient de sécurité (10 à 30 %), et Q la quantité par carte. Mais le calcul théorique n'est qu'un point de départ : on ajuste après 4 à 8 semaines d'observation, en réduisant progressivement le nombre de cartes pour faire émerger les problèmes amont.Faut-il avoir déployé la 5S et le management visuel avant le Kanban ?
+Pas obligatoire, mais fortement conseillé. Un système Kanban posé sur un atelier mal organisé (5S) ou sans rituel d'animation (management visuel) tient quelques semaines puis dérive. Les trois démarches se renforcent : 5S structure l'espace, management visuel pilote la performance, Kanban régule les flux.Combien coûte un déploiement Kanban sur un atelier moyen ?
+Pour une ligne pilote complète (cartographie, dimensionnement, supports, formation, accompagnement), comptez 12 000 € à 35 000 € selon la complexité. Le ROI est typiquement atteint en 3 à 9 mois via la libération de BFR et la réduction des ruptures.
Solutions Makitlean pour matérialiser votre Kanban
Du tableau à l'alimentation de bord de ligne : tous les supports physiques du flux tiré.
Tableau Kanban
Colonnes À faire / En cours / Fait, magnétiques et reconfigurables sur structure tubulaire.
DécouvrirRack dynamique
Rouleaux gravitaires : le réapprovisionnement se fait tout seul, en FIFO.
DécouvrirKitting
Bord de ligne organisé : tous les composants, au bon endroit, au bon moment.
DécouvrirÉtagère tubulaire
Supports modulaires qui suivent les évolutions de votre dimensionnement.
Découvrir
Combien d'argent dort dans vos en-cours ?
Notre simulateur estime le BFR immobilisé dans vos stocks tampons et le coût récurrent des ruptures internes. En 3 minutes, vous saurez ce qu'un Kanban bien dimensionné pourrait libérer chaque mois.