
Kanban method: the pull flow that wipes out your overstock
The more you produce "just in case", the more cash you tie up, the more you clutter the workshop and delay genuine urgencies. Kanban flips the logic: you only produce what has just been consumed. The result: less WIP, fewer stockouts, more responsiveness.
Your WIP is the money that sleeps in your aisles.
In traditional push production, every workstation produces according to its forecast schedule. The problem: the forecast is always wrong, and the gap is paid for in inflated buffer stocks or stockouts. Kanban replaces this logic with a simple signal: you only produce what has just been consumed downstream.
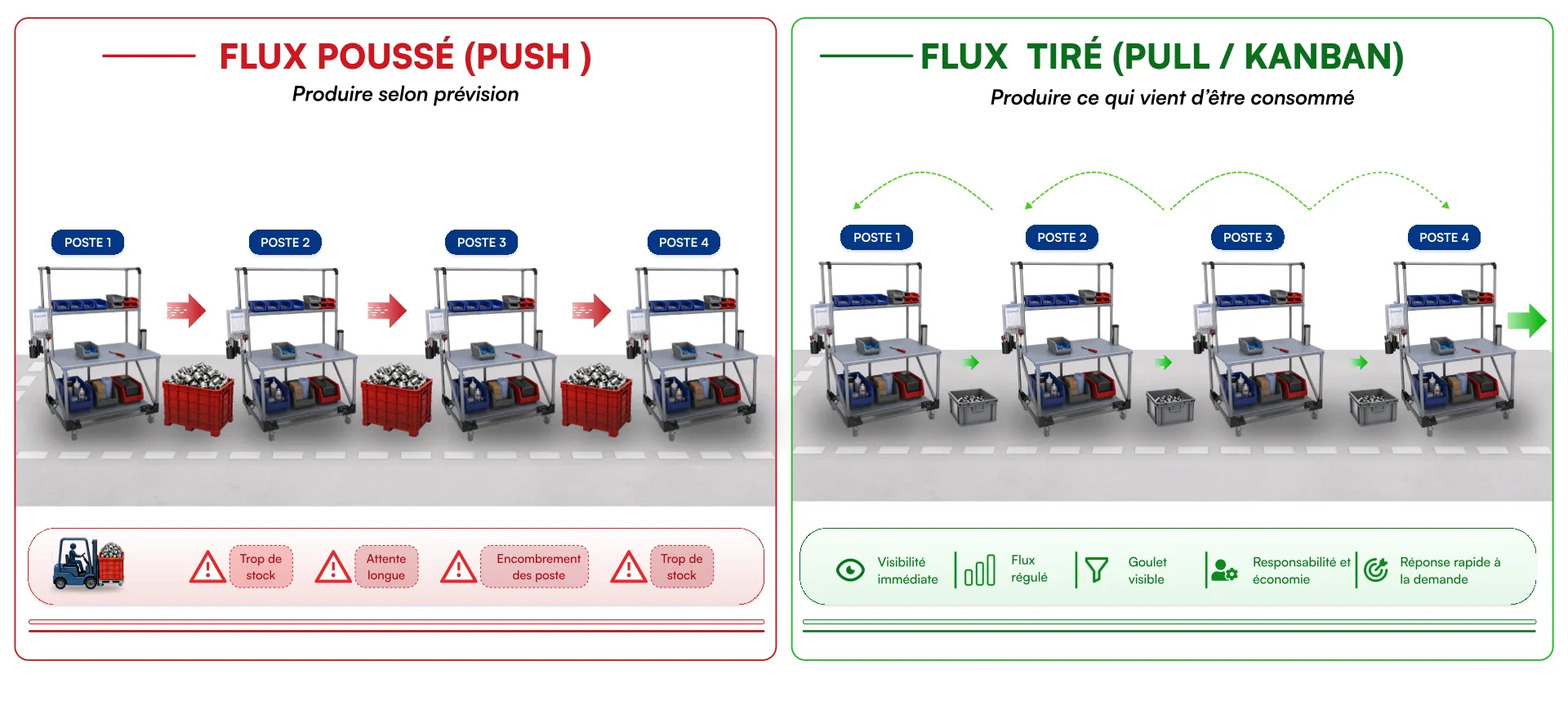
Produce on forecast
- WIP overstock at the start and middle of the line
- Stockouts despite overstock (wrong references)
- Cash tied up in components never consumed
- Aisles and storage areas saturated
- Low responsiveness to customer demand changes
Produce what has just been consumed
- WIP capped by the number of Kanban cards
- No production without a downstream consumption signal
- Immediate visibility of bottlenecks and slowdowns
- Operator autonomy: each one runs their station without a schedule
- Natural adaptation to demand variations
What is Kanban?
Kanban means "label" or "signboard" in Japanese. Born in Toyota's workshops in the 1950s, inspired by the operating principle of American supermarkets (a product picked off the shelf triggers its replenishment), the Kanban system rests on three universal principles.
01
No production without a signal
No workstation produces without having received a Kanban card (physical or electronic) triggered by downstream consumption. The card is the authorization to produce.
02
Capped WIP
The number of cards in circulation sets the maximum possible stock. To reduce WIP, you remove cards: the system contracts mechanically.
03
Visible, self-regulating loop
The Kanban board makes the situation readable to everyone: how many cards are waiting, where the bottlenecks are, which references are critical. The workshop runs without a schedule.
Kanban ≠ project task board. Industrial Kanban controls physical material flows with a capped volume. The "project Kanban" (Trello, Jira) derived from it is a conceptual offshoot: useful, but doesn't cover workshop concerns. This page deals with the original industrial Kanban. For very variable demand flows or to ensure buffer stock rotation, see also the FIFO method.
What Kanban changes, concretely
−30 to −50%
of WIP in the workshop
Cash released, aisles cleared, flow legibility restored.
−40%
of lead time
Less stock = less waiting between operations.
−60%
of internal stockouts
Consumption triggers replenishment, not a forecast.
×2
responsiveness to variations
The system absorbs peaks and troughs without replanning.
Beyond the numbers
Cash released. Reduced WIP is working capital made available — a financial impact often greater than productivity gains.
Breathable workshop. Aisles clear up, traffic improves, safety risks decrease.
Visible bottlenecks. Where cards pile up, the flow constraint becomes obvious: a perfect starting point for an improvement project.
Team autonomy. No need for the shop floor manager to decide the order of production.
Robustness to disruptions. An absence, a breakdown, a customer change: the system absorbs without global replanning.
Simpler onboarding. A newcomer understands their sequence by looking at the board, with no lengthy training.

Setting up a Kanban system in 5 steps
Classic pitfall: starting with the cards. But the card is just the consequence of an analyzed, sized, validated flow. Here is the proven sequence.
Map the flow (VSM)
Before any Kanban card, you have to visualize the full flow: operations, intermediate stocks, cycle times, changeover times. The Value Stream Map reveals where Kanban makes sense — and where it doesn't.
Key criterion: Kanban works on references with relatively stable demand and recurring frequency. For highly variable or one-off parts, other approaches (FIFO, sequencing, MTO) are more appropriate.
Deliverables
- Current-state VSM
- Identification of decoupling points
- ABC/XYZ classification of references
- Kanban / non-Kanban scope validated
Kanban sizing formula
N = (D × Tr × (1 + α)) / Q
- N = Number of Kanban cards in circulation
- D = Average demand (parts per time unit)
- Trr = Replenishment time (cycle + transport)
- α = Safety coefficient (typically 0.1 to 0.3)
- Q = Quantity per card (capacity of a bin/standard lot)
Kanban supports that evolve with your flow
A Kanban system lives, contracts, expands, switches references. If your supports are rigid (welded shelves, fixed panels), each change costs a new project. Our modular tubular structures let the system breathe.
Modular Kanban boards
Launchers and receivers on an adjustable tubular structure. Modify the number of columns or spacing in 30 minutes, with no special tooling.
Dynamic flow racks (FIFO)
Gravity-fed roller shelves on tubular structure to guarantee FIFO rotation of buffer stocks. Adjustable in height and depth as packaging changes.
Heijunka box (leveling)
Multi-reference sequencing cells for production leveling. Cells configurable to product mix and takt time.
Mobile transfer trolleys
Trolleys configured to carry Kanban bins and cards between zones. Industrial casters, dimensions matched to existing aisles, single-operator handling.
The MKL advantage: when your customer demand evolves (new mix, new format, new reference), an internal operator reconfigures your Kanban setup in a few hours. No quote, no waiting, no line stoppage.
Kanban reaches its full value when it rests on a structured 5S method and a daily visual management practice: each approach reinforces the other two.
Kanban by your industry
The principles stay constant, the constraints differ. Here is how Kanban adapts to five industrial sectors we work with.
Automotive & suppliers
Sequenced customer synchronizationKanban coupled with the customer's EDI, JIT sequencing, integration with milk runs. IATF sites often use a mix of physical Kanban (intra-shop) + e-Kanban (inter-site).
Food & beverage
Shelf life, lots and format changesKanban on dry components (films, labels, stable ingredients). Laminated, washable cards, integration of per-lot traceability constraints. Volumes per card calculated on changeover steps.
Aerospace
Recurring consumable partsApplied to fasteners, seals, consumables and tooling. Kanban doesn't apply to unit production (FAI, per-unit traceability) but efficiently solves supply of standard items.
Pharma & cosmetics
Stable packaging components and raw materialsKanban on packaging items, cases, bottles, capsules. Supports compatible with bio-cleaning and controlled zones. Often coupled with e-Kanban for GMP documentary traceability.
Electronics & high-tech
ESD components and wafer lotsKanban on standard components with stable demand, mandatory ESD bins, MES integration for real-time tracking. Short-lifecycle references stay on classic forecast management.
Customer case
A food contract manufacturer frees up 180 m² and €320k of working capital

Context
Food SME, 110 employees, 6 packaging lines. Packaging component stock sized by gut feel, chronic overstock yet weekly stockouts. No Kanban setup in place.
Action
Full VSM mapping, identification of 14 relevant Kanban loops, per-reference sizing, installation of modular boards and dynamic flow racks over 8 weeks. Team training included.
Results at 6 months
- Component WIP−42%
- Floor space freed180 m²
- Working capital freed€320k
- Internal stockouts−85%
What manufacturers ask us
How long does it take to deploy a Kanban system on a line?
+Count 6 to 12 weeks depending on flow complexity. The mapping and sizing phase represents 40 to 50% of the time: that's what conditions success. Physical installation is quick (1 to 2 weeks) if supports are modular.Physical Kanban or e-Kanban: which one to choose?
+The two are complementary, not competing. Physical Kanban remains unbeatable on the shop floor: immediate visibility, no IT dependency, intuitive handling. E-Kanban excels on long-distance flows (inter-site, suppliers). In practice, many sites combine both: physical intra-shop, electronic for external flows.Does Kanban work with short runs and high mix?
+Not out of the box. Classic Kanban presupposes relatively stable, recurring demand. For low-volume or highly variable references, prefer other mechanisms: simple FIFO, sequencing, MTO (Make To Order), or "multi-reference" Kanban on grouped families. The right tool depends on the ABC/XYZ profile of each reference.How do you align Kanban with ERP/MRP?
+ERP handles the medium and long term (S&OP, MPS, global requirements planning). Kanban handles the short term and execution. Best practice: ERP plans the frame, Kanban runs the day-to-day. Concretely, you disable automatic production orders on references moved to Kanban and reconcile consumptions afterwards. The system gets simpler, not more complex.How many cards do you need, exactly?
+The reference formula is N = (D × Tr × (1+α)) / Q where D is average demand, Tr is replenishment time, α is the safety coefficient (10 to 30%), and Q is the quantity per card. But the theoretical calculation is just a starting point: adjust after 4 to 8 weeks of observation, progressively reducing the number of cards to surface upstream problems.Should 5S and visual management be deployed before Kanban?
+Not mandatory, but strongly advised. A Kanban system on a poorly organized workshop (5S) or without daily ritual (visual management) holds for a few weeks then drifts. The three approaches reinforce each other: 5S structures space, visual management drives performance, Kanban regulates flows.How much does Kanban deployment cost on a medium-sized workshop?
+For a complete pilot line (mapping, sizing, supports, training, support), count €12,000 to €35,000 depending on complexity. ROI is typically reached in 3 to 9 months through working capital release and stockout reduction.
Makitlean solutions to embody your Kanban
From the board to line-side feeding: every physical support for pull flow.
Kanban board
To-do / In progress / Done columns, magnetic and reconfigurable on tubular structure.
DiscoverDynamic flow rack
Gravity rollers: replenishment happens by itself, in FIFO.
DiscoverKitting
Organized line-side: every component, in the right place, at the right time.
DiscoverTubular shelving
Modular supports that follow the evolution of your sizing.
Discover
How much cash is asleep in your WIP?
Our simulator estimates the working capital tied up in your buffer stocks and the recurring cost of internal stockouts. In 3 minutes, you'll know what a well-sized Kanban could release every month.